������е��������˾ ����ʡ������ 214000
ժҪ�����Ľ��WinCC��̬������������S7-200 SMART PLC������һ���Զ����Ͽ���ϵͳ������WinCC��S7-200 SMART PLCͨ����̫������ʵ�����Ӻ�ͨѶ����Զ�̿���PLC����豸���Ķ������Ƽ�����źŵĴ���������WinCC��S7-200 SMART PLCͨ����̫������ʵ�����Ӻ�ͨѶ����ʵʱ��غͲɼ��ֳ��źźʹ���������WinCC���������Ļ������̣����������ѡ�����ϵĹ���˳��ͨ������������ѡ���ֶ�ģʽ���������嶷ģʽ�������ģʽ���ְ�ģʽ��С��ģʽ���й��ϣ����н����������Ч�����á�
�ؼ��ʣ�WinCC��̬������ CPU SR40 �������ģʽ��
�Զ����Ͽ���ϵͳ��һ�ּ��������͡����ϡ����顢���ϵȹ�����һ�壬��ұ�𡢽��ġ����������ϼӹ�����ҵ�еõ��㷺Ӧ�á���ƿ����Զ������Ż�����ϵͳ�����ڸ����Ͷ���������߲�Ʒ����������Ч�ʾ���ʮ����Ҫ����ʵ���塣
WinCC��̬�����������ӹ�˾�з���һ����Windowsƽ̨�ģ����ڿ��ٹ����������λ�����ϵͳ����̬����ϵͳ������������WinCC���Զ����Ͽ���ϵͳ�е�Ӧ�á�
1.�Զ����Ͽ���ϵͳ�����
1.1�Զ�����ϵͳ�ṹ
��ͼ1��ʾ��2����ͬƷ�ֵ����Ͻ��ϲ֣��ֱ���A���ϲֺ�B���ϲ֣����ݹ���Ҫ����ƽ��Ͻ������������������ͳ�һ�����������Ͻ��뻺��֣�ͨ����ŷ������ϣ�����ֵķ�����ͨ�����ų����ϣ��������͵���һ���ְ�װ�ӻ��ڻ�С��װ�ӻ��ڡ�
��ͼ2��ʾ���Զ�����ϵͳ��������ʾ��������ͼ��
.png)
ͼ1 �Զ�����ϵͳ��е�ṹͼ
.jpg)
ͼ2 �Զ�����ϵͳ��������ʾ��������ͼ
1.2�Զ�����ϵͳ����ԭ���ṹ
��ͼ3��ʾ, WinCC���������ػ���S7-200 SMART PLCͨ����̫�����ڽ���ͨѶ���ӣ��ܹ�ʵ���½�����������ز�Ʒ�����������ݡ��ܹ�ʵ��ʵʱ��ء��ɼ��ʹ������ݼ�״̬��ʾ���ܹ�ʵ�ֶ���ʷ���ݵIJ�ѯ�ʹ�ӡ�����ȹ��ܡ�
WinCC���������ػ�ͨ����̫��������S7-200 SMART PLC����ͨѶ���ӣ���ʵ�ֶ��ֳ��϶¼�⡢���Կ��ء�����λ����Ԫ�����ź�״̬��ʾ���Խ��������A���Ϸ����B���Ϸ����A��ת����B��ת�����ְ��ֶ���С���ֶ������巧����ͨ�������������ŷ����豸���Ķ������ƴ�����
.png)
ͼ3 �Զ�����ϵͳ����ԭ��ͼ
1.3WinCC��̬����
WinCC��̬������“WinCC��̬����”��“WinCC���л���”����ϵͳ��ɡ�WinCC��̬�����������û�Ӧ��ϵͳ�Ĺ����������û���WinCC��̬��������ɻ�����ơ��豸�����ļ���WinCC���л���һ�𣬹������û�Ӧ��ϵͳ��ͳ��Ϊ“����”��WinCC���л������û�Ӧ��ϵͳ�����л����������л�������ɶԹ��̵Ŀ��ƹ�������ϵͳʹ�ð汾ΪWinCC SMART V3�档
2. WinCC��̬���
WinCC��̬����һ�����£��½�����--����ʵʱ���ݿ�-����ͼ�ν���-���嶯������-���ش�����̬-�豸������̬-���в�����̬-���ԡ�
2.1�豸��̬����������ͼ4��ʾ
.png)
ͼ4 �豸��̬��������
2.2�������Ľ���������������ͼ5����ͼ6����ͼ7����ͼ8��ʾ
.png)
ͼ5 �豸ͨ�����������
.png)
ͼ6 �豸ͨ�����������
.png)
ͼ7 �豸ͨ�����������
.png)
ͼ8 �豸ͨ�����������
2.3���ڱ��IJ���������ͼ9��ʾ
.png)
ͼ9���ڱ��IJ�������
3.������
��̬��Ͻ���WinCC���л����� ������������̬��������Կ�����ǰ��I״̬����Q״̬���������ġ��ֶ�ģʽ����������������ͼ�������Կ������Ϲ�Ӧ˳��ģʽѡ��Ȼ��档
.png)
ͼ10 I״̬��1 ͼ11 I״̬��2
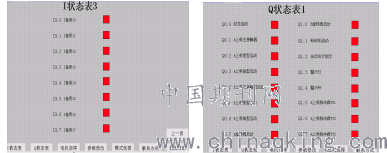
ͼ12 I״̬��3 ͼ13 Q״̬��1
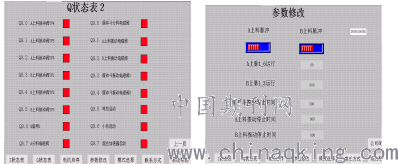
ͼ14 Q״̬��2 ͼ15 ������
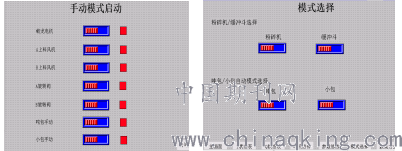
ͼ16 �ֶ�ģʽ���� ͼ17ģʽѡ��
����ͼ15�������Ľ��棬���Ը���ʵ��������Ҫ��A�������巧1_6����ʱ�䣬B�������巧1_3����ʱ�䣬�������ŷ�1_2ֹͣʱ�䣬A���ϲ���ŷ�ֹͣʱ�䣬B���ϲ���ŷ�ֹͣʱ�䣬ͨ���������������ʱ�䣬ʹ�豸�������и���ݷ��㣬�����ܻ���������̲���Ҫ��ʱ�䣬����������豸�Ĺ���Ч�ʡ�
����ͼ16���ֶ�ģʽ�������棬�ڵ��ԽΣ���ͨ�����ְ������ض�Ӧ�İ�ť�����ֶ����Ը��������ת�������Ƿ����������з����Ƿ���ȷ���ֱַ𰴶ְ��ֶ���С���ֶ����鿴Q״̬��2��Ӧ�����Q9.5,Q9.6�Ƿ���ʾ��ɫ������ʾ��ɫ�����ʾ������ȷ��ͨѶ������PLC�ʹ�����û���⣬ͨ��������������ʾ����ֱ�ۣ����������⣬���������Ա��⣬Ϊ�����Զ����Ͽ��Ƴ����ų��ϰ��������豸����ײ��������ʧ��������������ʱ�䡣
����ͼ17��ģʽѡ����棬�Ȱ������������ϵ��ֶ�/�Զ�ѡ�أ������Զ�״̬��ģʽѡ����棬�ְ���С���Զ�ģʽ�ֱ������ֹ���˳��
1-1�ְ�ģʽ���������������˳���Զ���A���ϲ֡�B���ϲֺͻ��������λ���������϶±��������������������ͨ�����������ŷ�1_2��B���ϲ���ת����B��ŷ���B���Ϸ����B�������巧���������A���ϲ���ת����A��ŷ���A���Ϸ����A�������巧�����Ͻ�����ͨ��PLC�Զ����Ƴ���ʵ�ְֶ�ȫ�Զ�����ϵͳ�������У�������ͣ������Ҫ����������������ļ�ͣ��ť����ʵ�ֽ���ͣ����
1-2�ְ�ģʽ�����������������A���ϲ�ֱ�ӽ��뻺��ֹ���˳���Զ���A���ϲֺͻ��������λ���������϶±��������������������ͨ�����������ŷ�1_2�� A���ϲ���ת����A��ŷ���A���Ϸ����A�������巧�����Ͻ�����ͨ��PLC�Զ����Ƴ���ʵ�ְֶ�ȫ�Զ�����ϵͳ�������У�������ͣ������Ҫ����������������ļ�ͣ��ť����ʵ�ֽ���ͣ����
2-1С��ģʽ���������������˳���Զ���A���ϲ֡�B���ϲֺͻ��������λ���������϶±��������������������ͨ�����������ŷ�1_2��B���ϲ���ת����B��ŷ���B���Ϸ����B�������巧���������A���ϲ���ת����A��ŷ���A���Ϸ����A�������巧�����Ͻ�����ͨ��PLC�Զ����Ƴ���ʵ��С��ȫ�Զ�����ϵͳ�������У�������ͣ������Ҫ����������������ļ�ͣ��ť����ʵ�ֽ���ͣ����
2-2С��ģʽ�����������������A���ϲ�ֱ�ӽ��뻺��ֹ���˳���Զ���A���ϲֺͻ��������λ���������϶±��������������������ͨ�����������ŷ�1_2�� A���ϲ���ת����A��ŷ���A���Ϸ����A�������巧�����Ͻ�����ͨ��PLC�Զ����Ƴ���ʵ��С��ȫ�Զ�����ϵͳ�������У�������ͣ������Ҫ����������������ļ�ͣ��ť����ʵ�ֽ���ͣ����
4������
����WinCC���������Ļ������̣����������ѡ�����ϵĹ���˳��ͬ���Ͽ��Խ��в�ͬ����ģʽѡ��
���ĵĴ��µ㣺������Զ����Ͽ���ϵͳ������������WinCC�������ݲɼ������ݴ�����������ƵĿ���ȫ���̣�ʵ�ֱ���ϵͳ���пɿ���������㡢�ٶȿ졢���ƾ��ȸߡ���ϵͳ������ɽ��ij��۳�����������ͬ�Ŀͻ��Ѵ洢�˶��ֹ��ܣ�������ԭ�����28%,���������ԭ����ǧ��֮����ߵ���ǧ��֮������������Ч�����á�
�ο����ף�
[1]�Ź���. ������רҵ��ҵ���ָ��. �Ͼ�. ��е��ҵ������. 2005.73-81
[2]���п�,������. �ɱ���������ԭ����Ӧ��.����.��е��ҵ������. 2004.137-140
[3]���ѱ�.������������.����. ��е��ҵ������.2005
[4] WinCC�ο��ֲ��WinCC�ο�ָ��
[5]���Ǿ�. �ɱ���������ԭ�����������. ���������ӹ�ҵ������.1999��3��
[6]�����ϣ�����������PLC������ͨ�ŵ�ʵ��[J]������ʱ����2003
[7]�ž�,����ǿ.��⼼����ϵͳ���[M].����:�й�����������,2001